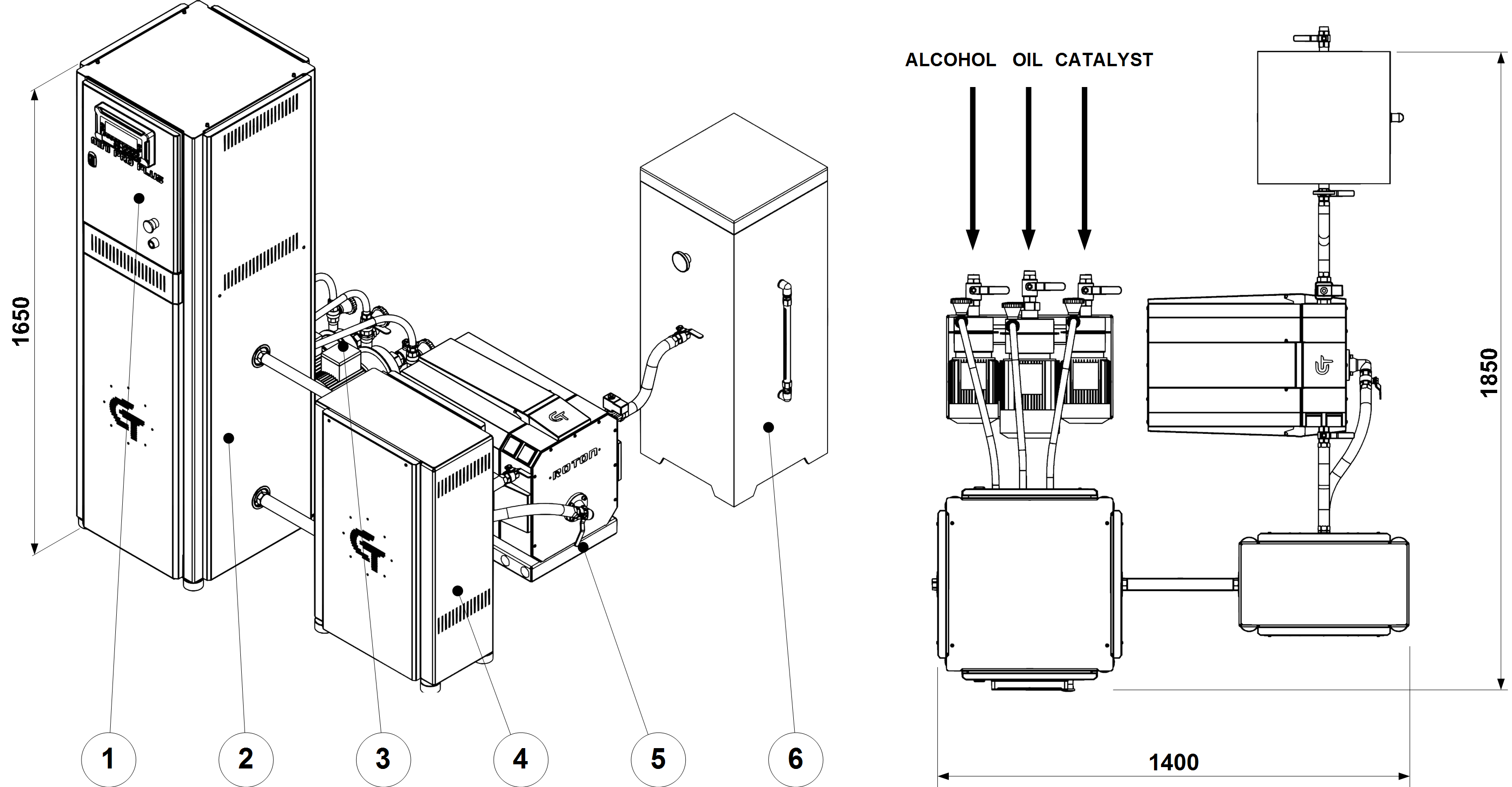
The Biodiesel-MINI Pro system is aimed at a wide range of users such as small companies, municipalities, farms and even at domestic use. To operate the systems no specific skills and qualification are needed. Biodiesel-MINI Pro can produce up to 125 liters of biodiesel per hour (around 3 cubic meters per day). The base of these innovative systems is the cavitation magnetic-impulse processor ROTON-B7, which provide a fundamentally new technology of the transesterification reaction conducting. The magnetic-impulse high-frequency cavitation processing proceeds in the processors on molecular level. All components are exposed to the impulses of the magnet-directed cavitation.
The major advantages of the systems are:
- The Biodiesel-MINI Pro system does not demand high quality initial oil or animal fat. The high-frequency magnetic-impulse cavitation processors offer successful and steady operation using waste cooking oil from restaurants and bakeries, tallow, pork or chicken fat as well as mixtures of those as the source product. For any change of source oil or fat no special plant adjustments are needed.
- The required amount of alcohol and catalyst is minimal. Alcohol recovery is not required. By cavitation technology the amount of alcohol for the reaction matches accurately the stoichiometric composition, that is the minimum volume.
- The time of ready biodiesel production reduces by several times. By the conventional technology it is impossible to immediately produce biodiesel of proper quality. It must be washed with water to eliminate impurities and then dried to remove water from biodiesel which requires additional time, as well as additional power and money for the biodiesel production. By cavitation method of biodiesel production neither washing nor drying of ready product is required.
- All processes, including the initial products feeding, dosing, mixing, processing and filling of the separation tank, are fully automated. Due to the exclusion of the “human factor” and, therefore, the improvement of accuracy and stability of the initial products dosing the significant increase of the total capacity has been achieved.
The quality, reliability and safety of our equipment is guaranteed by using the components with ATEX explosion protection certificates of the world’s leading manufacturers: Schneider Electric; Kobold; Tapflo and others